|
Flankendurchmesser und Steigungsmessung
|   |
|
Flankendurchmesser und Steigungsmessung
| |
Wie sieht ein Gewinde aus?
Gewinde gibt es in allen möglichen Spezialformen. Bei den hier vorgestellten
Messungen geht es um Gewinde, die symmetrisch aufgebaut sind, d. h.
die Druckflanke und die Zugflanke sehen gleich aus. Das ist beispielsweise
bei Knochenschrauben nicht der Fall. Metrische Gewinde (z. B. M12) gehören
aber dazu. Im Querschnitt sehen die Gewinde so aus, dass die Flanken einen
Winkel von 60 Grad einschließen. Siehe Bild 1.

Diese Gewinde lassen sich geometrisch einfach berechnen. Ausgehend von
der Steigung lässt sich die der Außen- und Kerndurchmesser berechnen.
Das Gewinde „hält“ aber nicht auf dem Außendurchmesser (der wäre zu
groß) und auch nicht auf dem Kerndurchmesser (der wäre zu klein). Das
Gewinde „hält“ auf einer Schnittebene, die senkrecht zur Achse des
Gewindes verläuft. Dieser Flankendurchmesser ist bei einem Gewinde
ohne Spiel der Mittelwert zwischen Außen- und Kerndurchmesser.
Reale Gewinde haben jedoch keine so scharfen Kanten wie auf dem obigen
Bild, sondern sind sowohl außen als auch im Kern abgerundet. Da diese
Abrundung meist nicht symmetrisch ist, lässt sich der Flankendurchmesser
nicht mehr als Mittelwert zwischen Außen- und Kerndurchmesser bestimmen.
Typisch für metrische Gewinde sind folgende Abmessungen
H = Außenradius – Kernradius
Abrundung am Fuß: H/6
Abrundung am Kopf: H/5
Durch diese Unsymmetrie ergäbe sich bei der Bildung des Mittelwertes aus
Kern- und Außendurchmesser ein Fehler für den Flankendurchmesser.
Mechanische Messung (3-Draht-Messung)
Um den Flankendurchmesser zu bestimmen, drückt man drei Drähte in das
Gewinde und misst dann den Abstand zwischen den äußeren Punkten, wie
das unten stehende Bild zeigt.
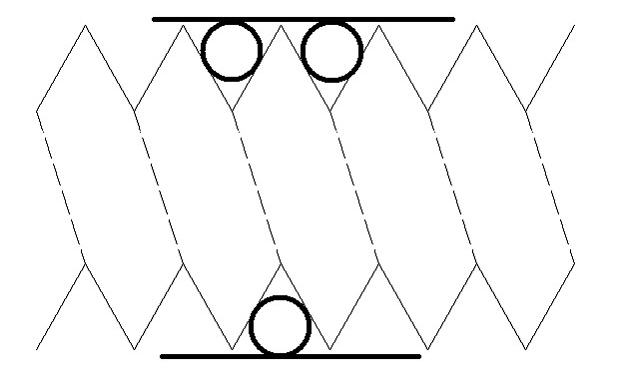
Bild 2: Bei der 3-Draht-Methode werden auf der einen Seite zwei Drähte in das Gewinde eingelegt,
auf der anderen Seite einer. Durch die zwei Drähte wird die Messung parallel zum Gewinde
ausgerichtet. Je nach Drahtdurchmesser und Andruck werden die Drähte mehr oder weniger tief in
das Gewinde gedrückt.
Aus der Kenntnis der Geometrie lässt sich aus dem Durchmesser der
Drähte eine Formel herleiten. Die Formel kann noch auf den
Verformungsdruck erweitert werden und auch darauf, dass die Drähte
sich schräg in das Gewinde legen. Die eigentliche Messung erfolgt
dabei nicht unbedingt auf der Schnittebene, auf der der Flankendurchmesser
definiert ist. Durch die geometrische Berechenbarkeit, ist dieser Umstand
jedoch nicht wichtig. Siehe dazu auch den nächsten Abschnitt „Optische
Messmethode“.
Automatische Messung von Kern- Außen- und Flankendurchmesser
sowie Steigung - optische Messmethode.
Das Gewinde wird im Durchlicht dargestellt und wirft einen scharfen Schatten.
Für diese Messungen sind die parallelen Unterlichter der Bestell-nummer
Nr. CV-PPL (grün oder blau) zwingend notwendig.
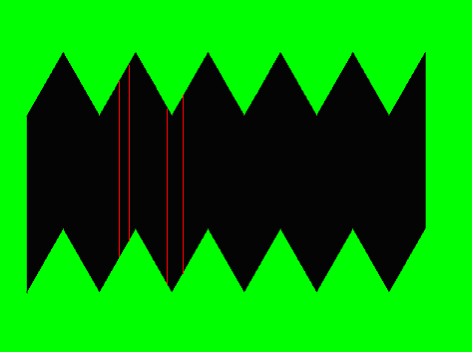
Bild 3: Ideales Abbild eines Gewindes. Die roten Linien zeigen, dass der
Flankendurchmesser an verschiedenen Stellen gemessen werden kann.
Dadurch, dass das Gewinde eine Steigung hat, werden die Strukturen
nicht ganz symmetrisch abgebildet. Genau wie bei der 3-Draht-Methode
lässt sich diese geometrische Verzerrung berechnen.
Der Flankendurchmesser ist nun der Abstand zweier gegenüberliegender
Punkte. Da die Gewindeflanken auf der einen Seite (z.B.oben im Bild3)
im gleichem Maße auf den Kern zulaufen, wie sie auf der Unterseite vom
Kern weglaufen, lässt sich der Flankendurchmesser quasi überall
bestimmen, unabhängig davon, ob man nun exakt auf der als
Flankendurchmesser definierten Schnittlinie misst oder etwas entfernt
davon.
Im Bild 3 sind als Beispiel vier Messlinien eingezeichnet.
Alle diese vier Linien haben die gleiche Länge und sind ein Maß für den
Flankendurchmesser.
Bedienung der Messung in der Metric Messsoftware
Flankendurchmesser automatisch
Technischer Hintergrund der automatischen Messung
Der Bereich, welcher von der Bildauswertung erfasst wird, wird durch das
umgebende Polygon bestimmt. In diesem Bereich wird eine automatische
Kontrastanalyse durchgeführt und das Bild in hell (= kein Gewinde) und
dunkel (= Schattenwurf des Gewindes) geteilt (segmentiert). Etwaige
kleine Segmente werden ausgefiltert, so dass der Teil des Gewindes als
einzige große Fläche zur Auswertung herangezogen wird.
In einem ersten Schritt wird jetzt zu jedem Punkt am oberen Rand der dazu
passende Punkt am unteren Rand des Gewindes gesucht. Dadurch entsteht
für jede Bildspalte eine Messlinie, wie im Bild 3 beispielhaft für vier Linien
gezeigt. Typischerweise entstehen hier bei einer 2 Megapixelkamera
(1600 Bildspalten x 1200 Bildzeilen) und einem gut abgebildeten Gewinde
etwa 500 Messlinien mit einer Länge von 500 bis 1000 Pixel.
Die Startpunkte der Messlinien, also die oberen Ende (siehe Bild 3), bilden
die Zick-Zack-Linie des Gewindes im oberen Bildteil ab. Diese Linie umfasst
einige Gewindegänge, wobei nicht unbedingt genau zwei oder genau drei
Gänge abgebildet sein müssen, es können auch z. B. zwei Gänge und
„ein bisschen“ abgebildet sein. Dieses „bisschen“ wird in einem zweiten
Schritt ermittelt und aus dem Datensatz entfernt, damit die nachfolgende
Bestimmung der Winkellage präziser berechnet werden kann.
Für die verbleibenden Datenpunkte wird eine Regressionsanalyse durchgeführt,
welche den Winkel des Gewindes im Bild angibt. Ebenso wird für den unteren
Teil des Gewindes verfahren, so dass sich zwei Winkelmessungen ergeben,
die meist sehr genau übereinstimmen. Der Mittelwert dieser beiden
Winkelmessungen geht in die Korrektur der Winkellage ein.
Sobald der Winkel bestimmt ist, werden die Anfangs- und Endpunkte der
Messlinien um diesen Winkel korrigiert. Damit wird sichergestellt, dass die
Messungen genau senkrecht zur Mittelachse des Gewindes durchgeführt werden.
Am Schluss dieser Berechnungen stehen einige hundert Messlinien, deren Länge
mit statistischen Mitteln in den Flanken-durchmesser umgerechnet wird.
Offensichtliche Ausreißer werden dabei herausgefiltert, damit z. B. ein
Schmutzpartikel im Gewinde die Messungen nicht verfälscht.
Hinweis: Starke Verschmutzungen lassen sich so nicht herausfiltern, sondern
nur einzelne Partikel. Im gesamten Gewinde dürfen maximal ein oder zwei
Partikel zu sehen sein.
Am Ende dieser Berechnungen steht der Flankendurchmesser fest.
Zur Bestimmung des Außen- bzw. Kerndurchmessers werden die äußersten bzw.
innersten Punkte der oberen und unteren Zick-Zack-Linie berechnet, wiederum
unter Berücksichtigung der Winkelkorrektur.
Die hierbei gewonnenen Messwerte werden in die Grafik eingetragen. Dabei sind
Außen- und Kerndurchmesser an den äußersten Punkten des Gewindes angelegt,
der Flankendurchmesser wird in einer gedachten Mitte eingetragen.
In einem letzten Schritt wird die Gewindesteigung ermittelt. Auf der Linie des
Flankendurchmessers werden die Punkte ermittelt, bei denen der Bildinhalt von hell
nach dunkel (hd) bzw. von dunkel nach hell (dh) wechselt. Der Abstand der hd-Punkte
bestimmt genauso wie der Abstand der dh-Punkte die Gewindesteigung. Auf diese
Weise ergeben sich für den oberen und den unteren Teil des Gewindes jeweils
mehrere Messwerte, die einer statistischen Analyse unterzogen werden. Nach Entfernen
von etwaigen Ausreißern wird der Mittelwert als Steigung ausgegeben.