|
Angle 4C
|   |
|
Angle 4C
| |
Angle 4C - standard variant
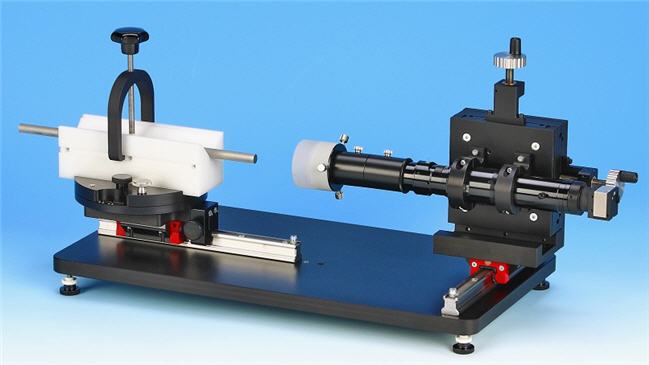
This function is used to determine the lead of twisted coolant bores of raw
bars for the production of inner coolant drills with two or more round coolant
bores which have an equal diameter.
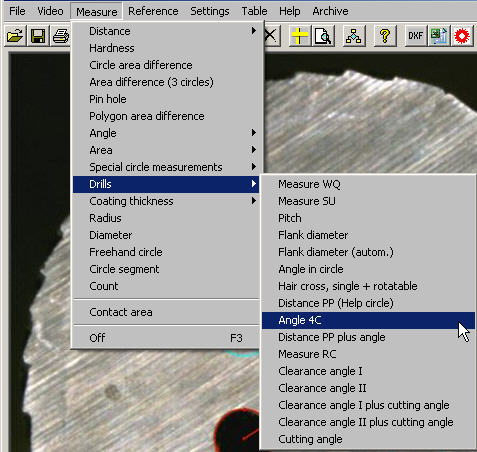
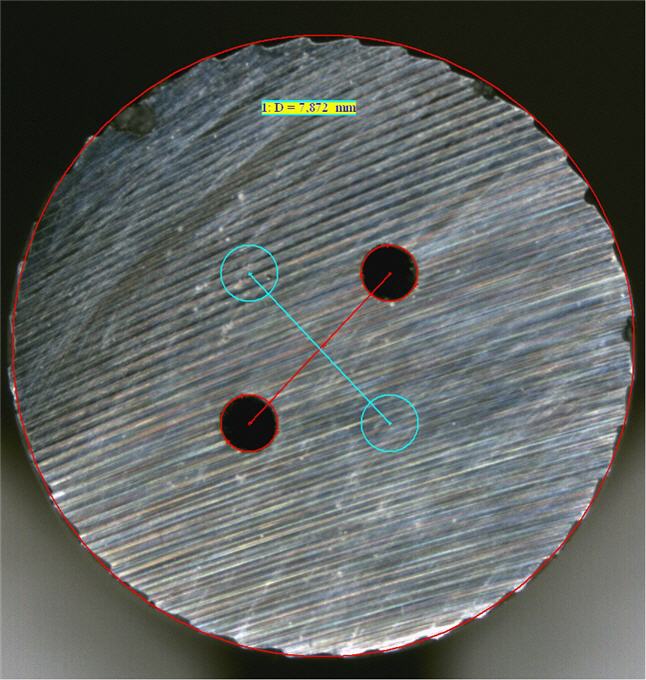
After positioning and focussing the raw bar in the prism, activate the function
"Angle 4C ".
Start to construct a circle with three points either left or right. Then click
on the second bore with tree points. Automatically an auxiliary construction appears.
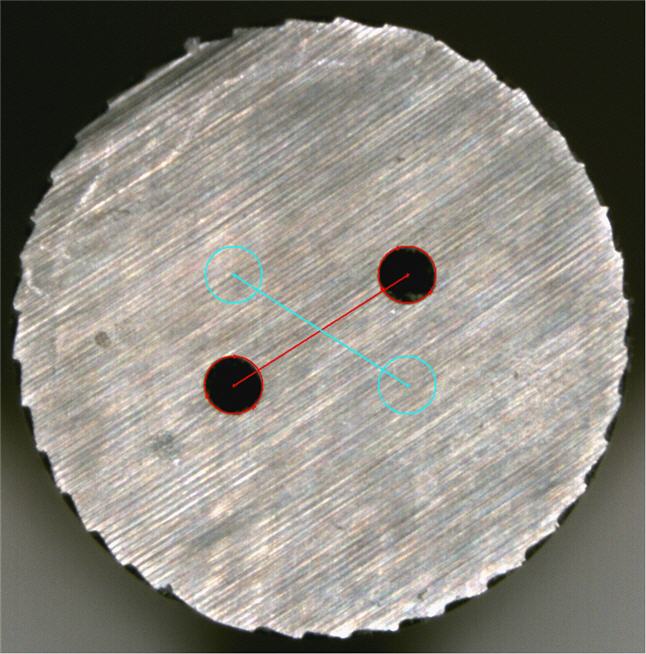
Now rotate the prism with the bar 180° about the horizontal axis.
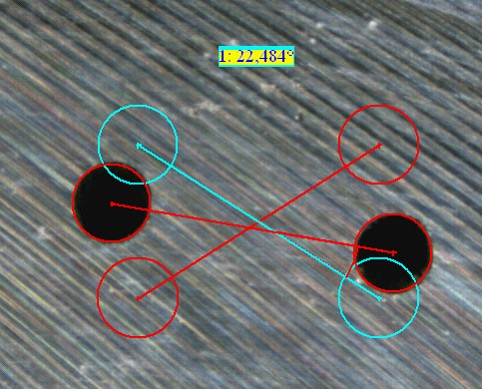
ATTENTION: The measurement of the second side of the bar has to be
startedfrom the same bore as on the first front face.
Set again three points per bore and finish the measurement by pushing the
right mouse button. The angular dimension is indicated now.
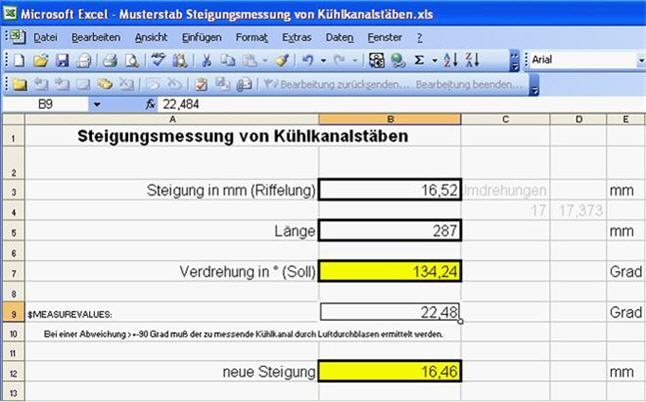
To calculate the "Is-thread" enter the determined angle into the table element
B9 of the excel protocol and the "Is-value" will be computed automatically.
It is a pre-condition for a correct determination of the value, that the
manufacturers`instructions about the "nominal thread" and the correct length
have been entered into the table elements B3 and B5 before.
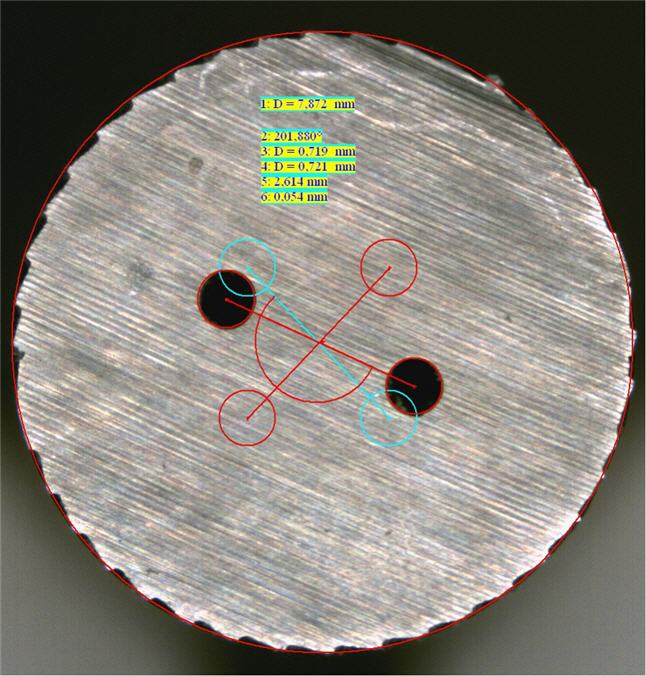
Extended Measure function Angle 4C
This function is used to determine the lead of twisted coolant bores of raw
bars for the production of inner coolant drills with two or more round coolant
bores which have an equal diameter, as well as the following measurements:
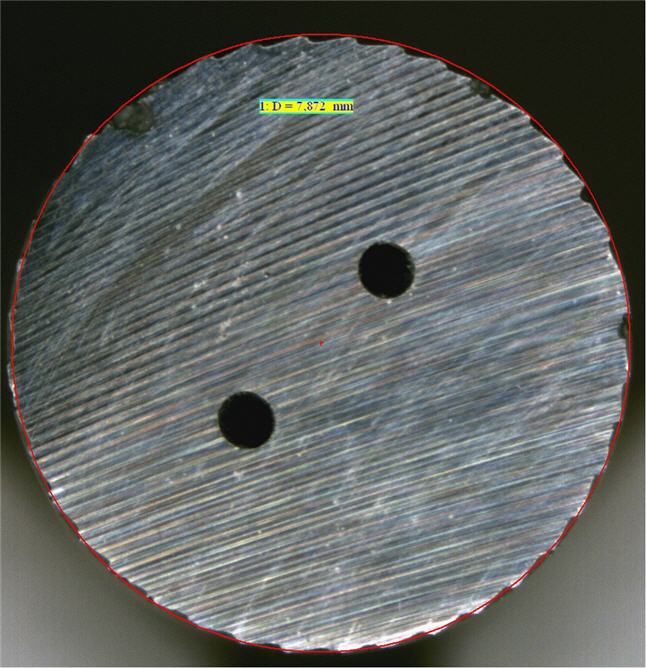
Diameter of the raw bar
Distance between the centres of the coolant bores
Centre-offset of the coolant bores
Diameter of coolant bore 1 and 2
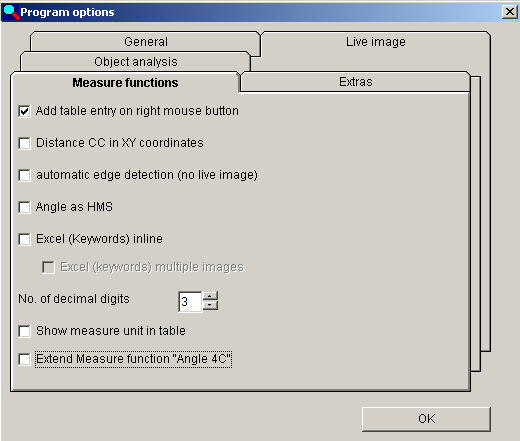
To achieve these additional values activate "Extend Measure function
Angle 4C" at "Program options" → "Measure functions"
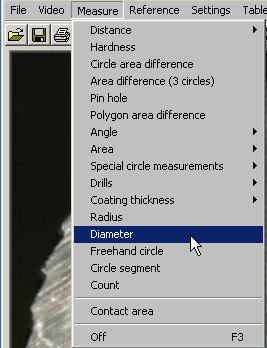
After positioning and focussing the raw bar in the prism, activate the function
"Diameter ".
Set three points to determine the outer diameter of the raw bar and push the
right mouse button to enter the result.
Now activate "Angle 4C”.
Start to construct a circle with three points either left or right. Then click
on the second bore with tree points. Automatically an auxiliary construction
appears.
Now rotate the prism with the bar 180° about the horizontal axis.
ATTENTION: The measurement of the second side of the bar has to be
startedfrom the same bore as on the first front face.
Set again three points per bore and finish the measurement by pushing the
right mouse button. All measured values are indicated now.
To calculate the "Is-thread" enter the determined angle into the table element
B9 of the excel protocol and the "Is-value" will be computed automatically.
It is a pre-condition for a correct determination of the value, that the
manufacturers`instructions about the "nominal thread" and the correct length
have been entered into the table elements B3 and B5 before.
For serial measurements use the model CT-9000, which was designed for this
purpose, because this device includes an about 180° rotatable precision
table with an insertion prism.